Welcome to visit our factory at any time !
 LANGUAGE
LANGUAGE

In the medical field, packaging goes beyond simple product protection; it is directly linked to patient safety, product sterility, and strict regulatory compliance. As the core of the sterile barrier system, vacuum packaging is of paramount importance. We are committed to providing professional and reliable total medical-grade vacuum packaging solutions for global healthcare institutions and manufacturers, comprehensively meeting the stringent requirements of medical devices, dressings, surgical kits, and more for long-term storage, transport, and end-use.
Creates an absolute sealed environment, free from oxygen and moisture, inhibiting the growth of aerobic microorganisms at the source. This guarantees products remain sterile from post-sterilization until the moment of use.
Utilizes high-strength medical packaging materials combined with robust sealing technology to effectively block external microorganisms, dust, and physical punctures, providing solid and reliable physical protection.
Carefully designed easy-open features (such as easy-tear notches) ensure quick, aseptic access to contents in high-pressure environments like the operating room, improving workflow efficiency and reducing contamination risks.
Surgical Instrument Kits: Scalpels, scissors, forceps, etc.
Implantable Medical Devices: Orthopedic implants, cardiac stents, etc.
Medical Dressings: Gauze, cotton balls, bandages, etc.
Single-Use Medical Kits: Catheters, sutures, wound care kits, etc.
Laboratory Consumables: Petri dishes, sampling devices, etc.
Our equipment, constructed from materials like medical-grade stainless steel and compliant with GMP requirements, is designed for easy cleaning and disinfection.
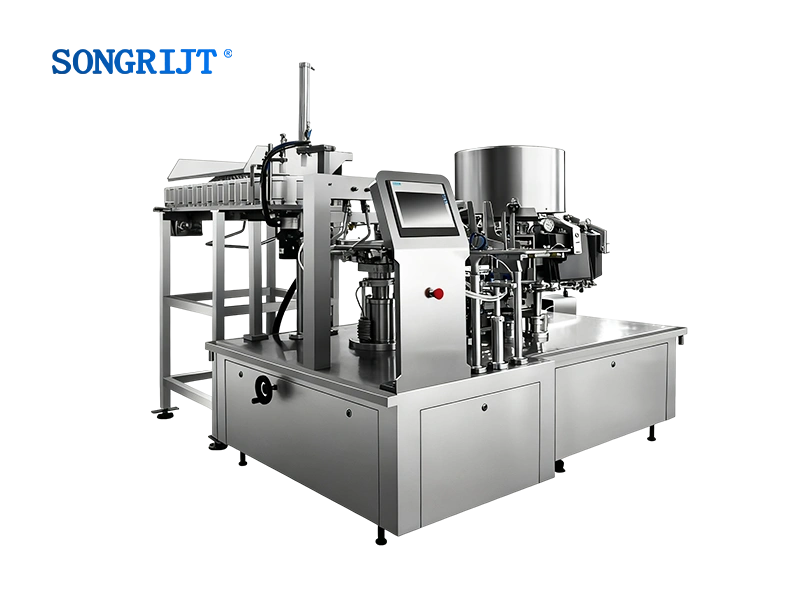
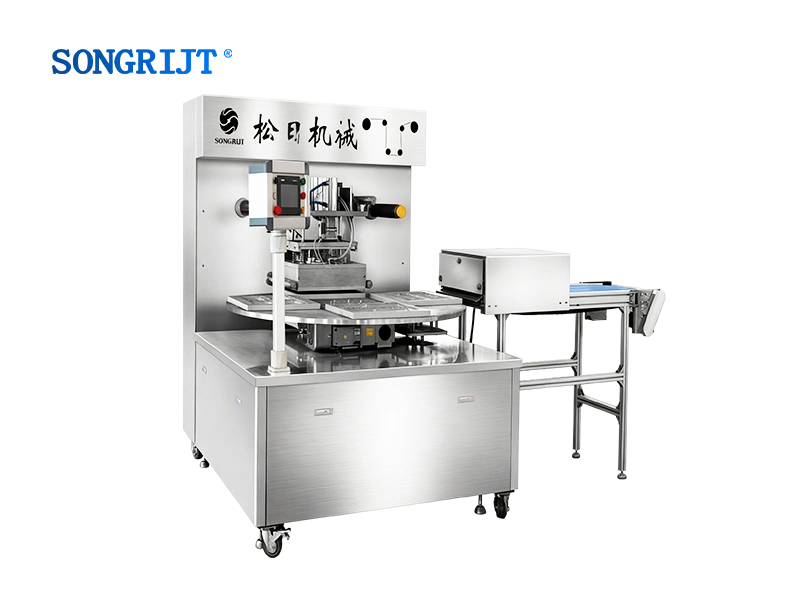
Recommended Series: SR1000 Series. Ideal for hospital central supply rooms, small medical device manufacturers, and R&D labs. Features is compact footprint, simple operation, and excellent sealing performance. Offers adjustable vacuum levels and seal times, suitable for small-batch, high-variety packaging tasks.
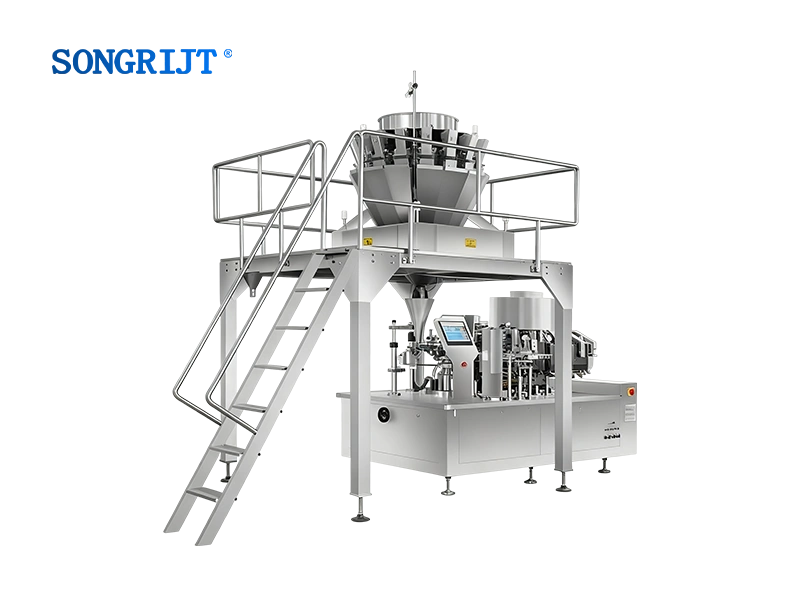
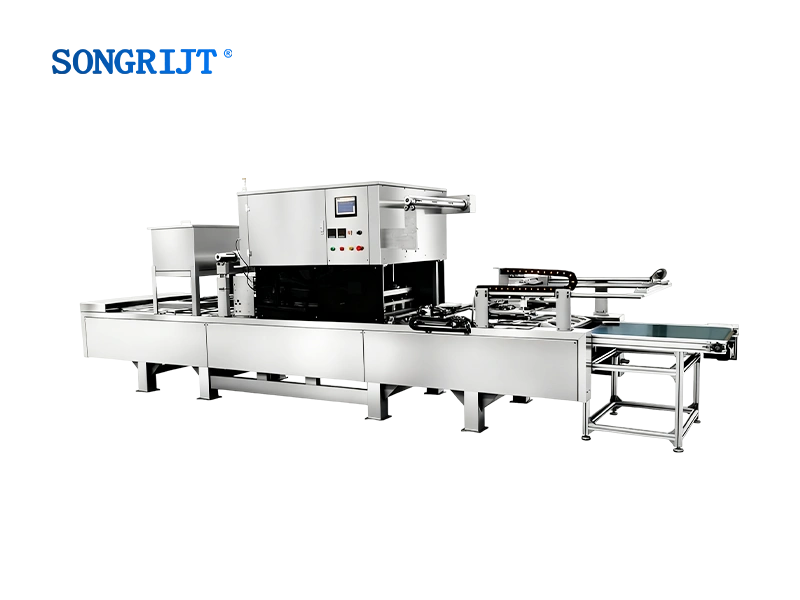
Recommended Series: SR650, SR850 Series. Suited for medium to large medical device manufacturers and medical supply sterilization service centers.Features is single-chamber models offer large vacuum spaces for bulky instrument kits. Dual-chamber models feature two alternating vacuum chambers, doubling efficiency for quasi-continuous production. Powerful vacuum capabilities and uniform heating seal systems ensure wrinkle-free, leak-proof seals.
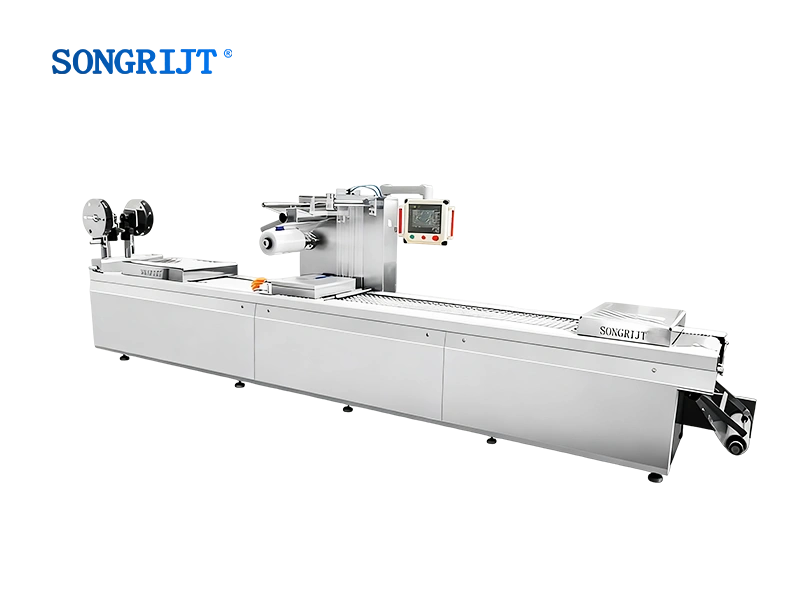
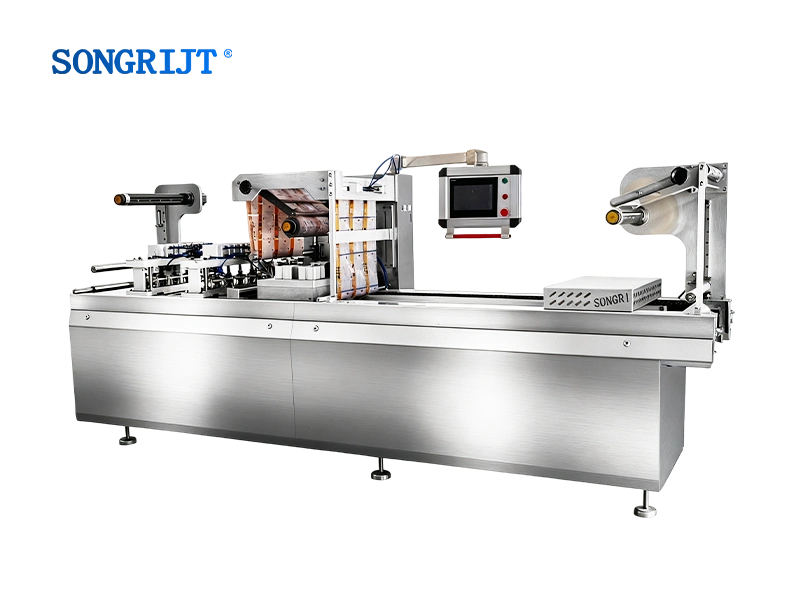
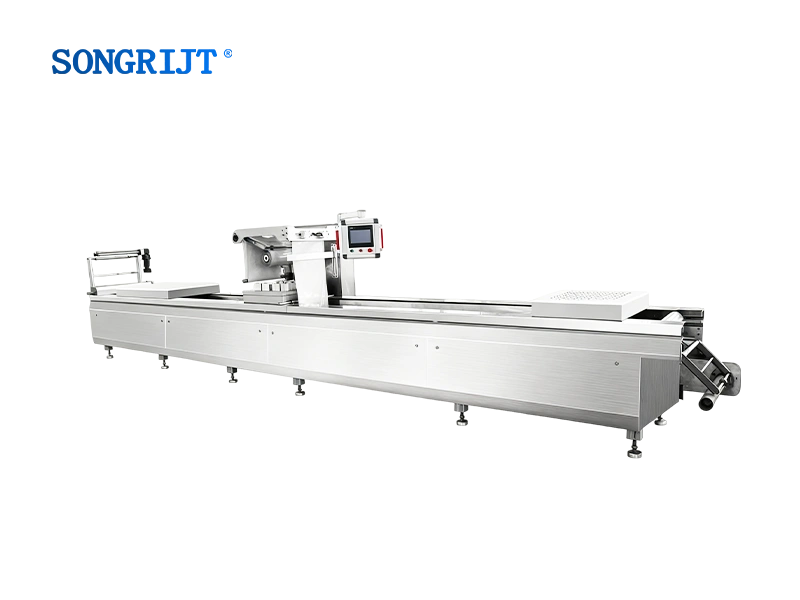
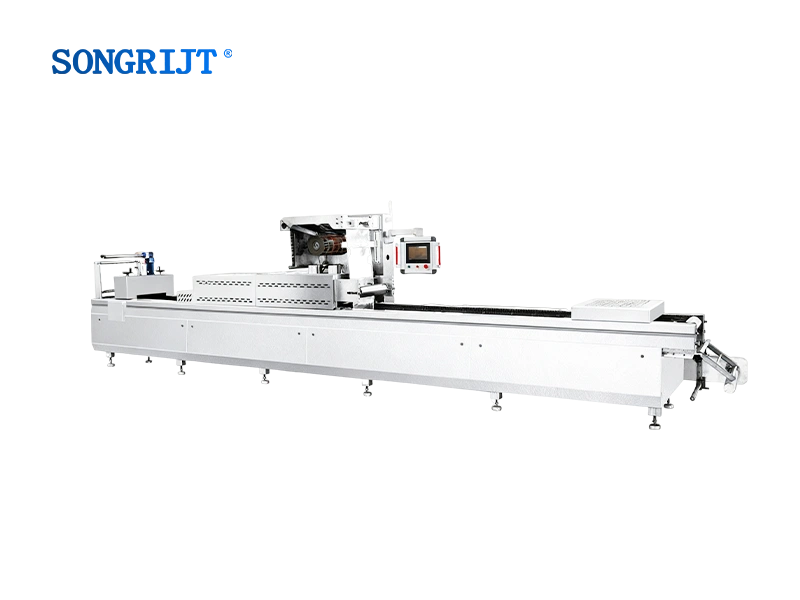
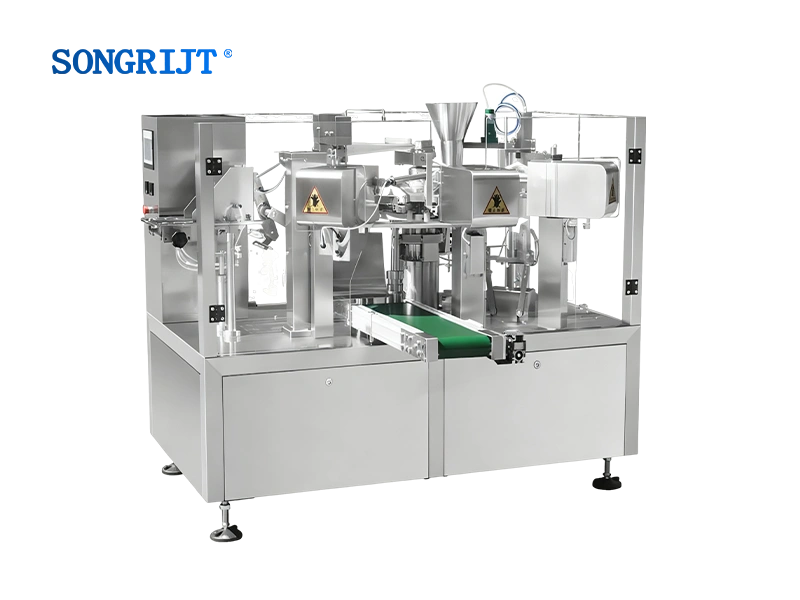
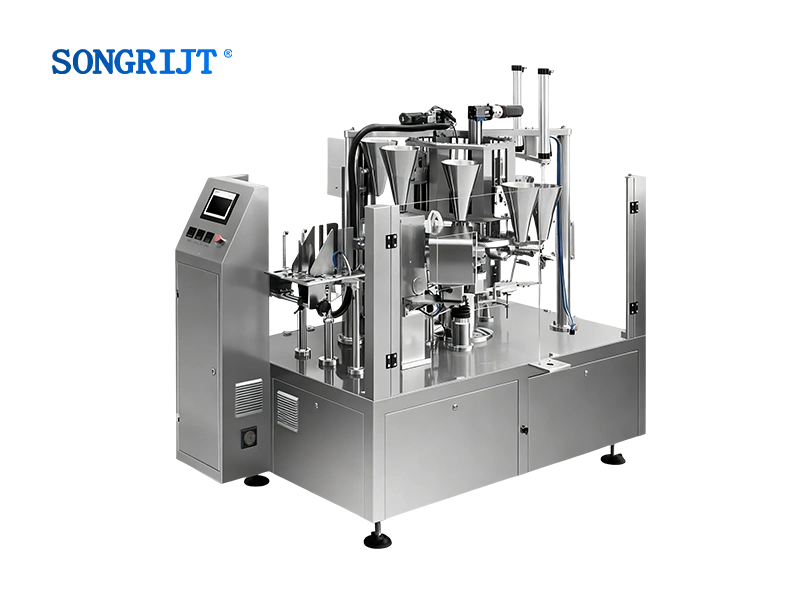
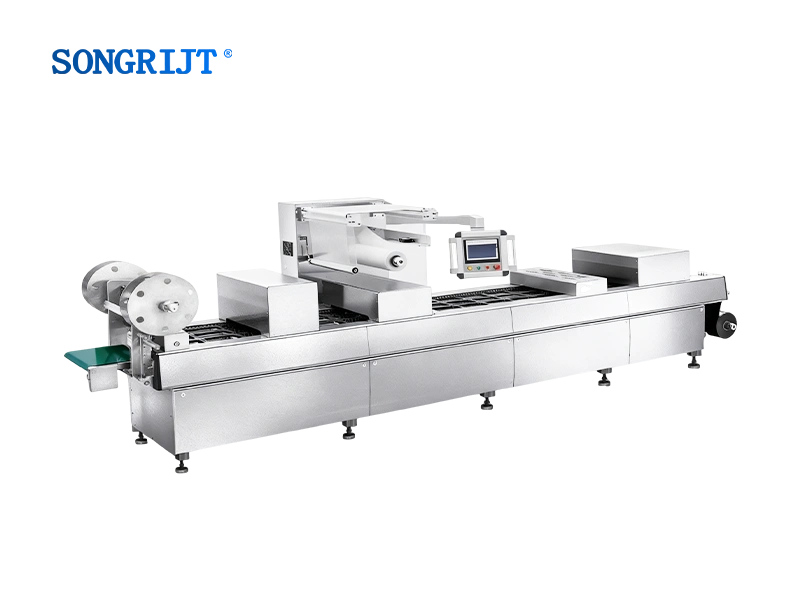
Recommended Series: SR520, SR680, SR420 Series. Designed for large-scale medical product manufacturers requiring high-volume, standardized production and maximum packaging line efficiency.Features is uses roll-stock film for continuous, automatic feeding, vacuum sealing, and cutting. Packaging speed is adjustable based on需求, offering a very high degree of automation.
We also provide a range of medical packaging materials compliant with ISO 11607 standards:
Tyvek®/Plastic Laminates: Offer excellent microbial barrier properties and breathability, ideal for EtO (Ethylene Oxide) sterilization.
Medical Paper/Plastic Laminates: Allow for steam and EtO gas penetration while blocking microorganisms.
All-Plastic Laminates: Suitable for visual inspection and provide good moisture barrier performance.
Our medical vacuum packaging solutions, through professional equipment, compliant materials, and comprehensive technical support, help healthcare institutions and manufacturers:
Protect Patient Safety through a reliable sterile barrier system.
Meet Regulatory Requirements, complying with FDA, CE, ISO 13485, and other international standards.
Optimize Operational Costs by reducing waste, extending shelf life, and improving packaging efficiency.
Enhance Market Competitiveness by delivering safe, reliable, and professional end-products.
Our expert team is ready to provide a customized solution based on your specific products and requirements.



Copyright © 2025 by Shandong Songri Machinery Co., Ltd. All Rights Reserved
Privacy Policy Designed by HUISHANG